

烟叶原料是中式卷烟重要的物质基础,目前仍有部分产区烟叶受到跨产地调拨的影响,使得该部分原料无法得到合理的组配与加工。近年来,烟草行业提出加强配方打叶工艺技术创新,推行配打加工和卷烟配方一体化组配设计[1]。部分卷烟企业在打叶复烤环节建立了片烟原料混配加工技术,将多种属性的复烤片烟按照原料配方要求进行混配加工形成单一的功能模块,一定程度上摆脱了原料调拨的限制,提升了片烟利用率。
王宏铝等[2]研究表明,多等级片烟的混配技术已相对成熟,其生产模式在均质化配方打叶加工基础上增加了至少一次的物料混合工序,产出的片烟在烟碱含量变异系数(CV值)等均质化指标上有较大提升,同时也带来了烟叶造碎损耗及额外加工成本投入。部分企业的片烟、原烟混配生产加工主要在传统打叶复烤生产线上进行,加工使用的设备与初烤原烟相同[3]。部分企业在预处理工序与复烤工序间建立辅连设备,以绕过二次润叶与打叶工序[4]。目前,尚无打叶复烤模块片烟加工专用额外设备或生产线,成品片烟无法与原烟同时单独进行处理加工,需在复烤前进行混配。建立片烟、原烟两种属性烟叶原料的组合加工技术,有助于发挥上述混配加工在扩展配方设计空间及提升均质化控制水平上的优势,为细支卷烟需求下的片烟结构优化[5]提供新的处理思路,为提高打叶复烤产品内在质量的稳定性提供参考。目前,关于片烟与原烟组合加工技术的研究有待进一步深入。本试验以润前组合混配和烤前组合混配两种工艺方案开展生产试验,测定成品的经济指标、成品水分均匀性、成品烟碱均匀性、叶片结构,明确最优工艺路径,为烟叶大规模生产提供参考。
1 材料与方法
1.1 材料与仪器
材料:2022年福建L产区云烟87,工业二次分选后的3个等级中部烟叶共172 000 kg,以及2022年按配方比例打叶复烤加工后形成的中部烟配方模块成品片烟24 000 kg。仪器:华环国际烟草有限公司12 000 kg/h打叶复烤生产线,片烟分层设备(阜阳丰达机电设备有限公司),叶片振动分选机(25.4、12.7、6.35和2.36 mm网筛,美国Cardwell公司),FED115热风循环烘箱(德国Binder公司),CSM-I旋风磨(60目250 μm网筛,北京一轻研究院有限公司),DFS197粉碎机(上海鼎广机械设备有限公司),AntarisⅡ傅里叶变换近红外光谱仪(美国Thermo Fisher公司),AAS-305D连续流动分析仪(美国API公司)。
1.2 工艺设计
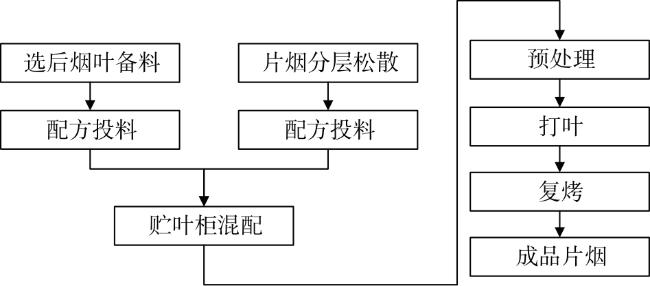
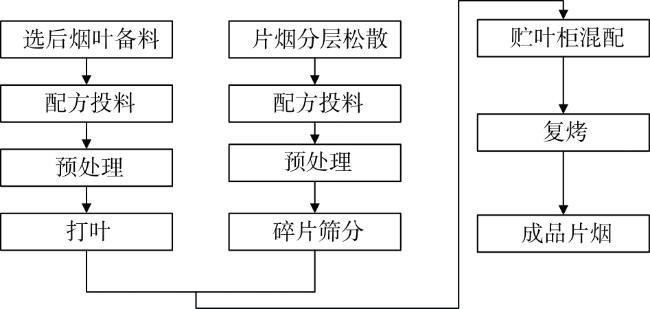
打叶复烤模块片烟混配加工使用的设备与初烤原烟相同,配方投料、预处理等工序的加工原理及工艺过程[6]基本相似。因此,以当前打叶复烤工艺和设备为基础对模块片烟加工处理展开研究,提出两种组合加工工艺方案。(1)方案A。片烟、原烟润前组合加工工艺。片烟经过人工或设备开包、脱箱并分层松散,与原烟分别进行配方投料,在贮叶柜内进行充分混配后一同经过预处理、打叶、复烤等工序形成新的成品片烟模块,加工工艺如图1所示。(2)方案B。建立一条片烟加工处理的辅助连接生产线,与传统打叶复烤生产线共同构成片烟、原烟烤前组合加工工艺。片烟经过人工或设备开包、脱箱并分层松散,采用该生产线进行配方投料[7],经过一次热风润叶轻处理以达到片烟完全松散的目的,碎片筛分后与原烟打叶后的新片烟在复烤前进行汇合,两种物料在贮叶柜内进行充分混配后一同进入到后续复烤、打包工序,最终形成新的成品片烟模块,加工工艺如图2所示。为保证两种物料混配比例[7]稳定可控,在片烟预处理环节设置一台定量喂料装置。原料按相同配方投料比例分为两个投料批次分别按A、B两种方案进行试验。
1.3 测定指标及方法
1.3.1 经济指标
分别将两组方案中12 000 kg片烟按第一批次正常加工。出片率为产出烟片标准重量占投料烟叶标准重量的百分比;梗得率为产出烟梗标准重量占投料烟叶标准重量的百分比;出碎片率为产出碎片标准重量占投料烟叶标准重量的百分比;烟末得率为产出烟末标准重量占投料烟叶标准重量的百分比;成品产出率为产出烟片、产出烟梗和产出碎片的总标准重量占投料烟叶标准重量的百分比。以上标准重量均按照含水率12%折算。
1.3.2 成品水分均匀性
在片烟打包处抽取100~200 g样品,每5箱取样1次,采用YC/T 147—2023 《打叶烟叶 质量要求》中的烘箱法检测成品水分均匀性。
1.3.3 成品烟碱均匀性
在片烟打包处抽取100~200 g样品,每25箱取样1次。使用旋风式粉碎磨磨制成60目粉末,利用AntarisⅡ傅里叶变换近红外光谱仪检测样品的烟碱均匀性。
1.3.4 叶片结构
在叶梗分离后片烟汇总输送带截面上一次性完整截取(3 000±300)g样品,若样品不在该范围内,重新取样。在输送带开始上烟30 min后进行第1次取样,每2 h取样1次。参考GB/T 21137—2007 《烟叶 片烟大小的测定》检测大片率、大中片率等叶片结构,参考YC/T 366—2010《打叶烟叶 烤烟质量均匀性评价》计算SQH1值。
2 结果与分析
2.1 经济指标
由表1可知,因两种组合加工方案中均有12%纯片烟进行配方加工,两种方案出片率均高于正常加工出片率,其中方案B的出片率(70.14%)高于方案A的出片率(69.24%);方案B的成品产出率(99.96%)高于正常加工成品产出率(97.11%),方案A的成品产出率(94.11%)低于正常加工成品产出率,主要体现在短梗及细梗得率上;两种组合加工方案的长梗得率基本相同,均低于正常加工的长梗得率。
表1 不同加工模式的打叶经济指标 (%) |
| 加工工艺 | 出片率 | 长梗得率 | 短梗得率 | 细梗得率 | 出碎片率 | 烟末得率 | 成品产出率 |
|---|---|---|---|---|---|---|---|
| 正常加工 | 66.99 | 14.45 | 12.53 | 1.98 | 0.99 | 0.17 | 97.11 |
| 方案A | 69.24 | 10.20 | 10.84 | 2.99 | 0.67 | 0.17 | 94.11 |
| 方案B | 70.14 | 10.54 | 15.11 | 2.85 | 0.99 | 0.33 | 99.96 |
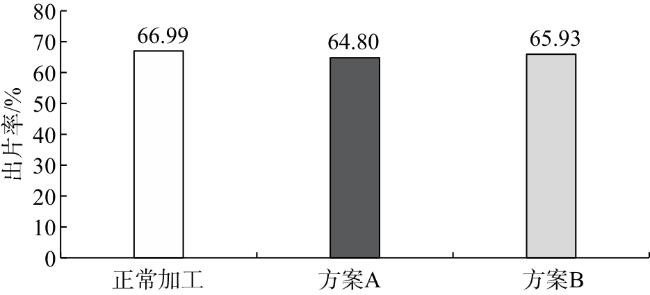
由图3可知,两种组合加工方案实际出片率均低于正常加工水平,其中方案B的实际出片率(65.93%)高于方案A的实际出片率(64.80%),采用方案B(烤前混配)的烟叶损耗较小。
2.2 成品水分均匀性
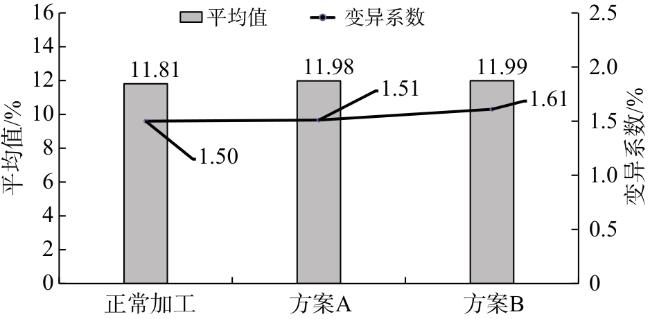
由图4可知,方案A平均水分均匀性均值为11.98%,变异系数为1.51%;方案B平均水分均匀性均值为11.99%,变异系数为1.61%,二者均略高于正常加工水平。综合来看,方案B成品水分均匀性高于方案A,属于优秀水平。
2.3 成品烟碱均匀性
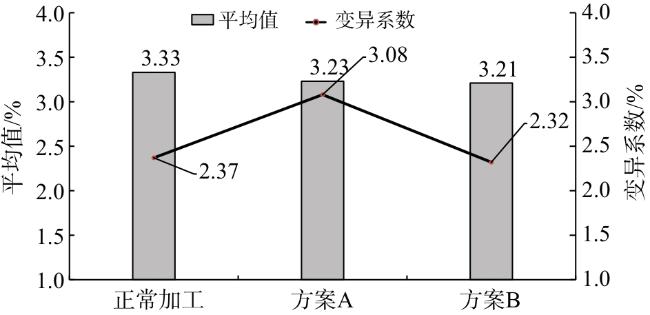
由图5可知,方案A成品烟碱均匀性均值为3.23%,变异系数为3.08%,在两种加工模式中最高;方案B烟碱均值为3.21%,变异系数为2.32%,与正常加工水平基本一致。综合来看,方案B(烤前混配)的成品烟碱均匀性较优。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
2.4 叶片结构
叶片结构均匀性指标与经济指标息息相关。由表2可知,两种加工模式中,方案B的大中片率、碎片碎末率、叶片结构SQH1的稳定性均优于方案A,与经济指标表现规律保持一致。综合来看,方案B生产的烟叶叶片结构表现较好。
表2 不同加工模式的叶片结构情况 |
| 加工工艺 | 指标 | 大片率 | 大中 片率 | 碎片碎 末率 | 叶中含 梗率 |
|---|---|---|---|---|---|
| 正常加工 | 平均值/% | 48.83 | 81.99 | 4.55 | 1.07 |
| 标准偏差 | 2.68 | 1.17 | 0.44 | 0.08 | |
| 变异系数/% | 5.50 | 1.42 | 0.46 | 7.19 | |
| SQH1 | 5.78 | ||||
| 方案A | 平均值/% | 46.63 | 78.58 | 6.62 | 0.96 |
| 标准偏差 | 3.15 | 1.67 | 0.69 | 0.09 | |
| 变异系数/% | 6.75 | 2.12 | 0.74 | 9.47 | |
| SQH1 | 6.15 | ||||
| 方案B | 平均值/% | 44.89 | 80.11 | 5.50 | 0.97 |
| 标准偏差 | 2.31 | 0.83 | 0.32 | 0.11 | |
| 变异系数/% | 5.14 | 1.03 | 0.34 | 11.34 | |
| SQH1 | 5.40 | ||||
3 结论与讨论
本文对单独处理加工的片烟与打叶后原烟进行复烤前的混配加工,并与两种物料在润叶前混配加工进行对比,分析二者的经济指标、成品水分含量、烟碱均匀性、叶片结构,得到以下结论:从成品水分均匀性来看,润前混配组合加工模式中片烟、原烟同时参与预处理,其回潮、一润、二润水分均匀性上略低,烤前混配加工模式的成品水分均匀性略优于润前混配模式,但两种组合加工模式的成品水分均匀性均能达到质量要求;在经济指标、叶片结构以及烟碱均匀性方面,烤前混配模式表现更为优越。
与戴泽元等[1]研究的片烟混配生产模式相比,在工艺流程中取消二次润叶,可有效降低过程中的损耗及造碎,采用烤前混配组合加工模式,不仅确保了成品水分均匀,还避免了烟叶在多工序间流转,减少加工损耗,有助于改善叶片结构和成品烟碱的均匀性。因此,建议采用烤前混配组合加工模式。润前混配组合加工模式一定程度上可减小片烟尺寸,中细支规格的片烟模块可考虑采用此方式进行混配加工。
烤前混配组合加工模式展现出优越性,未来研究可以进一步探讨如何优化片烟、原烟的组合工艺,以实现更高的加工效率和更优的产品质量。具体而言,可以研究不同类型原烟、片烟的组合比例及其对成品质量的影响,同时探索更丰富的加工工艺。此外,还应考虑将该技术推广应用到不同生产环境中的可行性,包括设备适应性及对加工成本的综合评估,从而确保技术的广泛应用和经济效益提升。