

降低原料消耗是优化烟草生产成本与提升经济效益的关键环节之一,其中烟叶与烟梗的减耗工作尤为重要[1-3]。烟梗作为烟叶原料的重要组成部分之一,其经加工制成的梗丝是卷烟配方中的常用物料,不仅能够显著提升卷烟的填充性能,还对改善卷烟感官品质具有重要作用[4-5]。物料消耗的管控是梗丝生产过程的关键,通过加强过程消耗管理,查找工艺损耗环节,提高生产过程原料的利用率,可有效推动企业降本增效工作的深入开展。
目前,出丝率是评价制叶丝、制梗丝生产过程物料消耗的关键指标,为提高过程出丝率,相关研究人员在设备改造、设备参数、工艺参数等方面开展了较多研究。杨艳阳[3]研究表明,滚筒内加装清理设备装置以降低筒内黏附物料,可有效提高叶丝出丝率。张冬芹等[6]研究发现,生产过程中风选频率、切丝机压力等设备加工参数对梗丝出丝率影响较大。梁小芳等[7]通过DOE优化洗梗、切梗等关键工序工艺参数,提高了梗丝加工质量和出丝率。
制梗丝生产涉及洗梗、切梗、梗加料、烘梗和梗加香等相关工序,各类工序受多种因素影响[8-11]。实际生产过程中,为提升产品质量,各生产工序会在线过度剔除不符合产品质量要求的物料,形成离线物料后进行报废处理,造成生产原料的损耗,最终导致梗丝出丝率下降[12-13]。由于加工过程受多种因素影响,原料损耗情况无法精准控制,造成不同生产周期、不同生产批次梗丝出丝率存在较大差异。为分析各生产工序环节产生的离线物料对梗丝出丝率的影响,探究影响梗丝出丝率的关键工序,本文通过对离线物料与出丝率进行描述性统计,对影响梗丝出丝率的因素进行相关性分析,采用单因素及多因素控制变量方法测定影响梗丝出丝率的相关离线指标,为降低物料消耗提高梗丝出丝率提供参考。
1 材料与方法
1.1 材料与设备
以武汉卷烟厂制丝车间配方烟梗为原料,单批次投产量为2 800 kg;电子台秤型号为TCS-30 BBA231、洗梗筛分振槽,网孔孔径为2.5 mm;SQ34型曲刃水平滚刀式切丝机(昆明烟机有限责任公司)、CTD气流式烘丝机(意大利COMAS公司)。
1.2 试验方法
1.2.1 描述性统计
以洗梗工序筛分碎梗量,切丝工序切梗机残留量、切梗料头剔除量,风选工序梗头剔除量共4类离线物料以及生产批次顺序为试验因素,选择2024年9月,共75批次气流干燥梗丝生产过程数据进行离线物料、生产批次顺序和出丝率的描述性统计。梗丝出丝率主要测算生产过程物料投入产出情况,用于反映生产过程中原料损耗情况[3],计算如式(1) 。
1.2.2 相关性分析
参考张书伟等[14]的相关性分析方法,对各生产工序离线物料指标、生产批次顺序以及梗丝出丝率进行标准化处理,并计算各指标之间的Pearson相关系数。
1.2.3 单因素影响分析
以其中某一因素为变量,分别固定其他加工参数,考察离线物料对梗丝出丝率影响。筛分碎梗量分为>120 kg、120~110 kg、110~100 kg、100~90 kg、<90 kg共5个批次;切梗机残留量分为>140 kg、130~110 kg、110~90 kg、90~70 kg、<70 kg共5个批次;切梗机料头量分为>40 kg、40~30 kg、30~20 kg、20~10 kg、<10 kg共5个批次;风选梗头量分为>120 kg、120~100 kg、100~80 kg、80~60 kg、<60 kg共5个批次。为进一步分析生产批次顺序对各工序离线物料及梗丝出丝率的影响,分别测定5个生产批次(1、2、3、4、5次)下,各工序离线物料量及相应的梗丝出丝率,同一生产工序连续测定5 d,每天连续测定5个生产批次,测量数据取平均值。
1.3 数据处理
采用Excel 2010软件进行数据整理,利用SPSS 21.0软件进行相关性分析,采用Origin 8.0软件作图。
2 结果与分析
2.1 描述性统计
由表1可知,各离线物料最大值与最小值差值较大,生产批次顺序的变异系数最大,为56.42%,其次分别为切梗料头剔梗量(21.37%)、筛分碎梗量(16.34%)、风选梗头量(11.12%)、切梗机残留量(8.45%)以及梗丝出丝率(6.49%),说明各离线物料量控制稳定性较差。
表1 离线物料量与出丝率的描述性统计 |
| 指标 | 最大值 | 最小值 | 均值 | 标准 偏差 | 变异 系数/% |
|---|---|---|---|---|---|
| 筛分碎梗量 | 135.62 | 76.52 | 101.62 | 16.61 | 16.34 |
| 切梗机残留量 | 150.53 | 25.61 | 68.58 | 5.82 | 8.45 |
| 切梗料头剔梗量 | 50.64 | 5.36 | 16.89 | 3.61 | 21.37 |
| 风选梗头量 | 138.66 | 55.73 | 86.52 | 9.62 | 11.12 |
| 生产批次顺序 | 5 | 1 | 2.8 | 1.58 | 56.42 |
| 梗丝出丝率 | 0.998 | 0.788 | 0.878 | 0.057 | 6.49 |
2.2 梗丝出丝率相关性分析
由表2可知,6个参数指标之间存在不同程度的相关性,其中生产批次顺序与筛分碎梗量、切梗料头剔梗量、切梗机残留量呈负相关,其中与筛分碎梗的相关性具有统计学意义(P<0.05);生产批次顺序与风选梗头量、梗丝出丝率呈正相关(P<0.05)。筛分碎梗量与切梗机残留量呈正相关,相关性具有统计学意义(P<0.05),与风选梗头量、梗丝出丝率呈负相关,相关性具有统计学意义(P<0.05)。切梗料头剔梗量与风选梗头量呈负相关(P<0.05)。切梗机残留量与风选梗头量、梗丝出丝率呈负相关(P<0.01)。风选梗头与梗丝出丝率呈负相关(P<0.01)。
表2 不同影响因素指标间的相关性分析 |
| 指标 | 生产批次顺序 | 筛分碎梗量 | 切梗料头剔梗量 | 切梗机残留量 | 风选梗头量 | 梗丝出丝率 |
|---|---|---|---|---|---|---|
| 生产批次顺序 | 1 | |||||
| 筛分碎梗量 | -0.949* | 1 | ||||
| 切梗料头剔梗量 | -0.712 | 0.857 | 1 | |||
| 切梗机残留量 | -0.876 | 0.917* | 0.638 | 1 | ||
| 风选梗头量 | 0.931* | -0.947* | -0.891* | -0.989** | 1 | |
| 梗丝出丝率 | 0.949* | -0.963** | -0.878 | -0.979** | -0.997** | 1 |
|
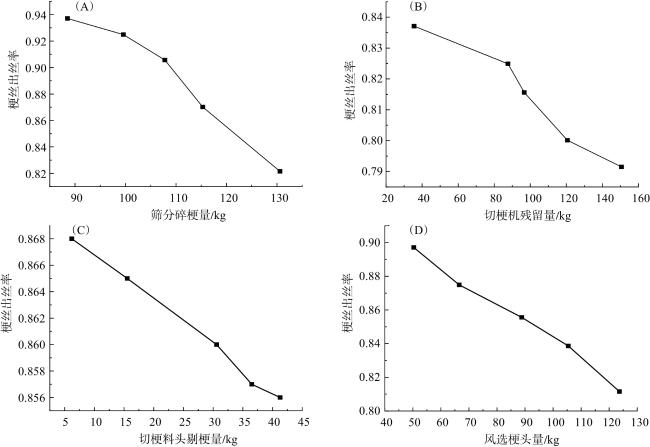
2.3 离线物料对梗丝出丝率的影响
由图1可知,随着筛分碎梗量、切梗机残留量、切梗料头剔梗量和风选梗头量的逐渐增加,梗丝出丝率均呈下降趋势。
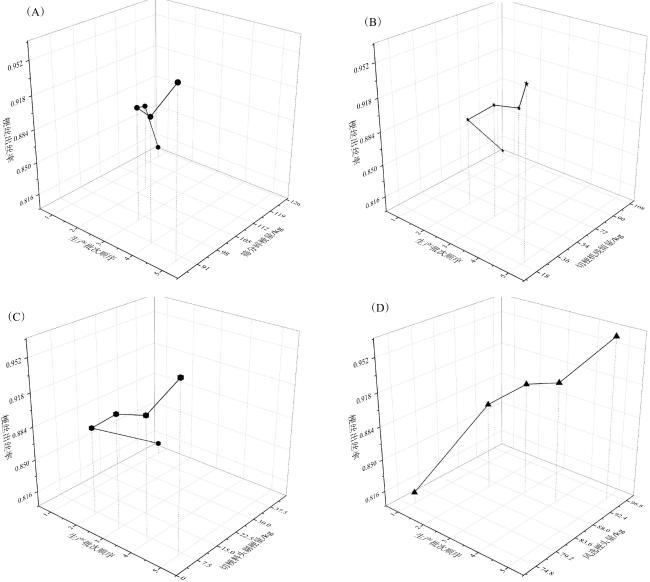
2.4 生产批次顺序对离线物料及梗丝出丝率的影响
由图2可知,随着生产批次的进行,梗丝出丝率首批次最低、第五批次最高,中间生产批次出丝率趋于稳定。由图2A可知,随着生产批次的进行,筛分碎梗量呈明显下降趋势,出现这种现象的原因可能是首批生产筛分过滤网网孔干净无堵塞,而随着生产的进行部分筛分网孔出现堵塞,导致后续生产批次筛分碎梗量逐渐减少。由图2B可知,首批次生产过程中批次物料在切梗机中残留量在100 kg左右,后续生产批次残留量降至40 kg左右,第五批次仅20 kg左右。经过分析,发现首批生产过程中切丝机喂料仓未进行填充,呈全空状态,造成首批次生产物料还原度最低,而中间生产批次切丝机已处于正常运行状态,不需要对切丝机进行预填充,因此中间批次切丝机残留量有所下降;第五批次切丝机残留量最低,是因为在尾批生产过程中,切丝操作工对生产物料进行强制切空处理,而首批次及中间生产批次均未采取强制切空处理。由图2C可知,首批次生产切梗料头剔梗量在40 kg左右,而后续生产批次其均值在5 kg左右,可能是因为切丝机进料不稳定,切梗机初始运行参数设置不合理,造成部分烟梗切丝质量较差,需要剔除较多的不合格物料,造成首批次生产的切梗料头剔梗量较多。由图2D可知,随着生产批次的进行,风选梗头剔除量呈逐渐增加趋势,但差异不明显,最大值为95 kg左右、最小值为75 kg左右。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3 结论与讨论
梗丝出丝率受多种离线物料共同影响,离线物料产生于洗梗、切梗以及风选工序,本研究发现,梗丝出丝率与筛分碎梗量、切梗料头剔梗量、切梗机残留量和风选梗头量均呈负相关。洗梗作为梗丝生产的首道工序,目的在于筛除生产过程中的碎梗,但并非筛除量越少越好,在实际生产过程中,可通过分析产生碎梗量较多的烟梗等级,考虑通过优化烟梗配方,同时对碎梗剔除较多的烟梗原料进行优化或替换,以减少碎烟梗筛分剔除量,提高原料利用率。对于切梗工序,首批生产质量直接影响料头剔除量,通过优化首批生产过程中切丝机运行参数,调整切丝机转速以匹配切丝前烟梗进料状态,在烟梗进料状态稳定时同步调整切丝机转速,以降低不合格离线物料的产生量,降低原料损耗;同时在批次生产收尾阶段实施强制切空处理,可显著提高原料利用率。对于风选工序,适当降低风选梗头剔除量有助于提高梗丝出丝率,但当剔除量过低时,会导致梗丝中残留梗头增多,从而影响梗丝纯净度。因此,寻求风选梗头剔除量与梗丝纯净度的最佳匹配点是工艺控制的关键,可以通过调整优化切丝机相关运行参数,探索梗头剔除量与梗丝纯净度匹配关系对梗丝出丝率的影响。本研究发现生产批次顺序与梗丝出丝率呈正相关,梗丝出丝率首批次最低、第五批次最高,中间生产批次趋于稳定。但是生产批次顺序为当日固定生产计划安排,并不能直接对梗丝出生率产生影响,实际上影响来源仍为各生产批次顺序间对各离线物料的控制。
综上,本研究通过相关性分析和控制变量法,探究洗梗工序筛分碎梗量、切丝工序切梗机残留量、切梗料头剔除量、风选工序梗头剔除量4类离线物料以及生产批次顺序对梗丝出丝率的影响,结果表明,梗丝出丝率与筛分碎梗量、切梗料头剔梗量、切梗机残留量和风选梗头量均呈负相关,与生产批次顺序呈正相关;随着筛分碎梗量、切梗机残留量、切梗机料头量和风选梗头量的逐渐增加,梗丝出丝率呈下降趋势;随着生产批次的进行,梗丝出丝率首批次最低、第五批次最高,中间生产批次出丝率趋于稳定。研究结果为提高梗丝加工质量及梗丝出丝率提供参考。